最新资讯
INFORMATION销售热线
021-67898067手机:19921478144
Q Q:1835273388
2205/2507双相不锈钢的成型
热成形
双相不锈钢通常表现出优异的热成形性,在高达至少1230℃ (2250℉)的温度下具有相对低的成形负荷。但是,如果热成形的温度太低,变形就会聚集在较弱而且延展性较差的铁素体,结果造成变形区铁素体开裂。此外,当热加工温度降得太低时,会析出大量的σ相。

双相不锈钢板的热轧辊弯曲操作 © Outokumpu
大多数生产商建议最大热成形温度范围在1100 - 1150℃ (2000 - 2100℉) 之间。由于高温会影响工件的尺寸稳定性,而且温度高于1150℃(2100°F) 时,氧化皮形成趋势增大,所以建议了温度上限。在高温下,双相不锈钢会变软,被加工的工件如容器封头或管道如果在炉内不加以支撑就会弯曲或凹陷。在这样的温度下,钢也会变得太软(对于某些热成形操作来说)。表10汇集了几种双相不锈钢的热成形温度范围和最低均热温度。没有必要从该范围内的最高温度开始热加工,而且有时也并不建议这样做。但是,钢在热加工前至少要达到最小均热温度,炉子应该预热以避免缓慢加热通过σ相形成的温度区间。
表10 双相不锈钢的热成形温度范围及最低均热温度 (以常见的奥氏体牌号作对比)
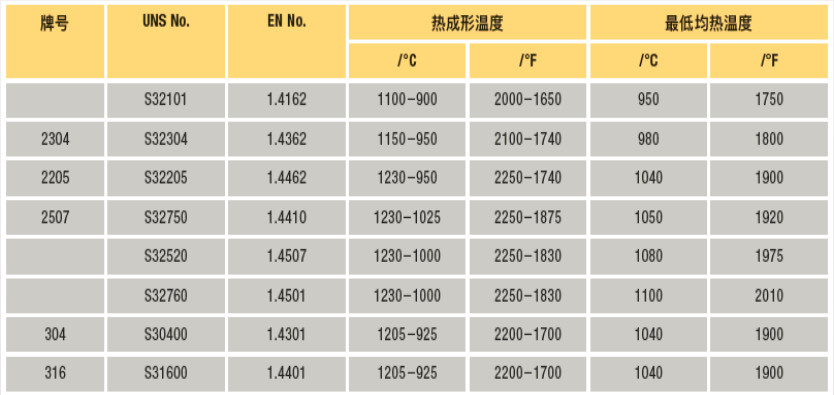
(来源:生产商数据)
温度的均匀性对于双相不锈钢的成功热成形是重要的。如果工件的形状不规整,则边缘可能比主体温度低得多,这些较冷的区域有发生开裂的风险。为了避免开裂,当局部区域冷却到温度低于最小加工温度时,需要对工件重新加热。只有当工件特别是边缘或较薄部分的温度保持均匀一致,热成形温度范围的下限才能稍加扩展。
对于断面较厚的型材,需要考虑水淬的速度是否足以防止金属间相的析出。对于锻轧2205双相钢板材,板材厚度的限值约为150 - 200毫米(6 - 8英寸), 对于锻轧超级双相不锈钢板材,厚度限值为75 - 125毫米(3 - 5英寸),准确的限值随双相不锈钢的成分和淬火装置效率的不同而不同。对于简单的2205双相钢圆柱形工件,直径限值在约375毫米 (15英寸)。如果成品部件的内径是完全穿透的,则在最终热处理之前对通孔进行穿孔或机加工,会大大改善工件最后退火后的冷却状况。
1.1 固溶退火
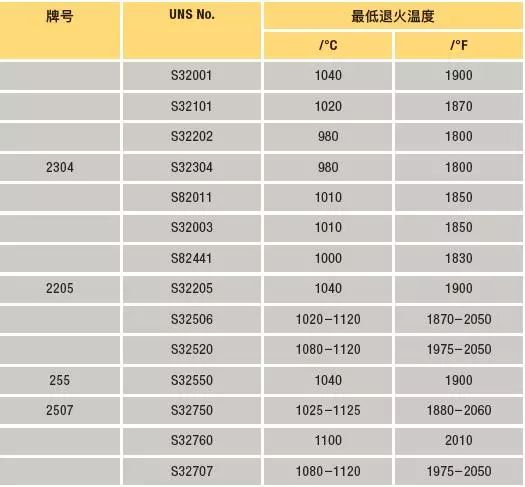
热成形之后,需要进行完全的固溶退火,然后快速淬火使力学性能和耐腐蚀性能完全恢复。工件应当加热到最低固溶退火温度以上,然后保持足够长的时间使金属间相完全溶解。一个比较保守的指导原则是,保温时间应当与工件继前一次完全退火后在650-980℃ (1200-1800℉)范围停留的总时间相当。工件应当从固溶处理温度进行水淬。最终退火后转至淬火位置时,不允许在700-1000℃ (1300-1830℉) 的温度范围停留几分钟。表11总结了双相不锈钢的最低固溶退火温度。
表11 双相不锈钢最低固溶退火温度 (来源:生产商数据和ASTM A 480)
双相不锈钢在固溶退火温度下非常软,工件如果没有足够的支撑,可能发生弯曲和变形,这对于管材产品特别是大口径薄壁的管材是一个很大问题。由于双相不锈钢的室温强度高,已弯曲的双相不锈钢产品的整形或矫直比奥氏体不锈钢困难。通过缩短退火时间、缓慢加热到退火温度范围或采用低于推荐值的固溶温度来尽量减小这种变形,但上述这些做法可能无法使金属间相溶解,甚至导致更多数量金属间相的形成,降低了耐腐蚀性和韧性。最好的做法可能是,在薄断面部件的退火过程中,采用临时的支撑装置来保持部件产品的形状。
利用消除应力处理来减少成型或矫直操作的冷加工应力并不可取,双相不锈钢本身就具有很好的耐氯化物应力腐蚀断裂性能,降低残余的冷加工应力仅在一定程度上改善这一性能。在固溶处理温度以下,没有一个适当的温度,既可在此温度下进行应力消除处理又不会形成使耐腐蚀性和韧性降低的金属间相。

固溶退火之后将红热的双相不锈钢从热处理炉中移走 © Bosch-Gotthard-Hütte
温成形
有时采用温和地加热方式来协助工件的成型操作是有用的,但双相不锈钢在315℃ (600℉) 以上长时间加热会由于475℃ (885℉) 脆性 (见图4)导致室温韧性和耐腐蚀性的下降。在较高温度下,金属间相析出有更快速和不利的影响。由于这些相不干扰成型工艺,双相不锈钢可以采用温热成形。但是,当加工温度超过300℃(570℉) 时,温成形之后应当进行完全的固溶退火和快速淬火 (见表11)。
冷成形
双相不锈钢在各种加工制造中表现出良好的成形性。大多数双相不锈钢的应用要求比较简单的成形,如圆筒形断面的滚压、冲压成形、容器和罐封头的冲压或滚压成型。在这些应用中,一个主要关注因素是双相不锈钢的高强度和成型设备的功率。通常的估计是双相不锈钢的成形类似于厚度是其两倍的300系列奥氏体不锈钢的成形,几种不锈钢在弯曲过程中开始塑性变形所需的最小外力的比较见图15。双相不锈钢除了弯曲所需的初始外力较大,变形过程中也有很强的加工硬化。当确定材料可在压机上成形的最大厚度时,也必须考虑到变形过程中强度的快速增加。即使设备的功率足够高,也必须为双相不锈钢的高强度所造成的较高的回弹留出余量
(见图13)。
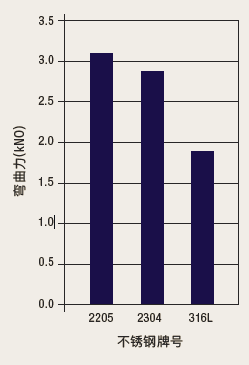
图15 2304、2205和316L不锈钢弯曲过程
中开始塑性变形所需的最小外力,试样宽
50毫米、厚2毫米 (来源:Outokumpu)。
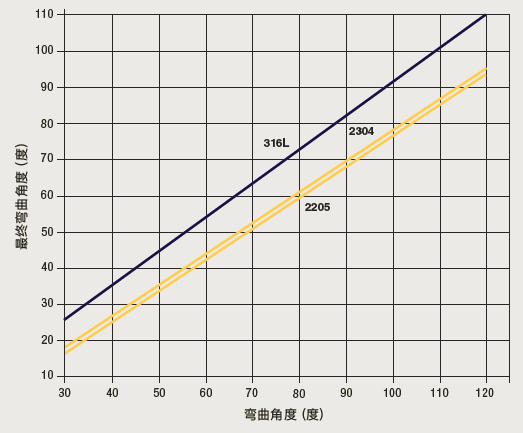
图13 2毫米 (0.08英寸) 厚的双相不锈钢板与316L奥氏体不锈钢板回弹的比较
(来源:Outokumpu)
还必须考虑到双相不锈钢相比于奥氏体不锈钢较低的塑性。大多数技术规范对双相不锈钢延伸率的要求是最低15% - 30%,而对奥氏体不锈钢延伸率的要求是最低40%。尽管实际延伸率可能要大一些,但两者最低值之间的关系是适当的,可以作为冷加工操作的有用指南。与奥氏体不锈钢相比,双相不锈钢需要更大的弯曲半径,并且由于它们较低的塑性,在苛刻或复杂的成形中需要中间退火。

28mm 厚双相不锈钢板的卷板机弯曲成形 © Outokumpu
冲压成形
双相不锈钢容易进行冲压成形,但是在许多情况下,部件已经针对奥氏体不锈钢、碳钢或铁素体不锈钢选定了最佳条件,双相不锈钢是作为替代品。首次试用通常不改变厚度,尽管双相不锈钢的高强度允许壁厚减薄,但重新设计的花费可能抵消成本节约和重量减轻带来的优势。在大部分情况下,减小厚度实际上有利于成形加工,但是在初次的双相不锈钢成形实验中,人们常常认为还是有点“困难”。
当与碳钢或铁素体不锈钢的成形做比较时,问题几乎全部与强度和回弹有关。双相不锈钢的屈服强度高30% - 50%,铁素体不锈钢的加工硬化有限,操作负荷相对较低。双相不锈钢开始时强度就高,随后强度越来越高,因此回弹是一个问题。另一方面,双相不锈钢塑性较大,过度弯曲将补偿回弹。与铁素体不锈钢相比,双相不锈钢对弯曲方向与轧制方向的关系不太敏感,弯曲方向与轧制方向有关。由于双相组织的轧制,双相不锈钢表现出由于轧制带来的一定程度的力学性能各向异性,但因为双相组织塑性较高,其实际影响比铁素体钢小。
铁素体不锈钢薄板的成型常常利用深冲。在操作过程中,当板材压入模具中,板面在最薄的地方发生变形。金相织构的形成发展,大大提高了铁素体不锈钢的这种成型性。
对于双相不锈钢,这种做法尚未被证实有效。但是,为解决这一缺陷,已经开发出一种新的双相不锈钢。这种新型可成形双相不锈钢具有独特的性能组合:既有高强度,又有利用相变诱导塑性 (TRIP) 而显著改善的成形性。其特点是通过TRIP效应而非良好的晶体织构,获得优于其它双相不锈钢牌号的机械强度和成形性。
可成形双相不锈钢牌号UNS S82012和S82031, 其化学成分均衡,可达到最佳奥氏体稳定性。这样在冷成形操作中,奥氏体向马氏体的转变 (TRIP效应) 是可控制的。就固溶退火状态下的奥氏体含量而言,可成形双相钢牌号稍高于其它双相钢牌号。
这些牌号的拉伸成形性类似于标准奥氏体不锈钢。与其它双相钢牌号相比,相变诱导塑性效应带来了较高的均匀延伸率,较高的加工硬化率和更大的塑性变形。这些独特的力学性能带来了拉伸成形性能的改善,而深冲特性类似于其它的双相不锈钢牌号。
冲压试验已证实可成形双相钢适合于成形板框换热器板、柔性管道、泵部件、家用热水器和汽车部件等较难成形的部件。
旋压成形
双相不锈钢的强度和耐腐蚀性尤其是耐氯化物应力腐蚀断裂性能,使它们成为旋转部件如离心设备等应用的候选材料。旋压成型是一种经济和常用的制造这些部件的方法。
旋压成形是一项复杂的操作,很大程度上取决于设备的好坏和操作者的技术。奥氏体不锈钢经常进行旋压成形,但它们在成形工序中通常需要多次中间退火来恢复其塑性。双相不锈钢在旋压成形方面有限的经验表明,其成形负荷非常高,特别是相对于奥氏体不锈钢,部件厚度未减小时。采用功率和强度足够大的设备进行双相不锈钢的旋压成形效果不错,但由于双相钢塑性较低,它需要比奥氏体不锈钢更频繁的中间退火。对于旋压操作,重要的是平直度以及尽量减小初始坯料的 “隆起面”,但重型机械矫平如轧辊矫平在旋压成形的第一阶段可能会消耗掉一部分塑性。有些双相不锈钢已经在650℃ (1200℉) 以上进行旋压成形,随后进行完全的固溶退火处理。
> Nimonic80A镍基高温合金 2024-12-17
> GH4145一种耐腐蚀、耐氧化 2024-12-17
> GH4169一种以Fe-Ni-Cr为基沉 2024-12-17
> GH3625合金在使用温度达 2024-12-17
> GH3600(GH600)镍铬基高温 2024-12-17
> GH2132一种以Fe-Ni-Cr为基的 2024-12-17
> GH2901固溶硬化型变形高温 2024-12-17


