最新资讯
INFORMATION销售热线
021-67898067 地址:上海市松江区
手机:19921478144
Q Q:1835273388
手机:19921478144
Q Q:1835273388
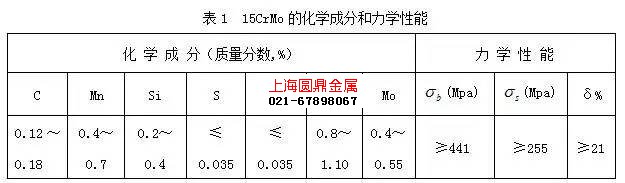
15crmo消磁焊接
发布时间:2020/02/15 点击量:


(6)焊接
> Nimonic80A镍基高温合金 2024-12-17
> GH4145一种耐腐蚀、耐氧化 2024-12-17
> GH4169一种以Fe-Ni-Cr为基沉 2024-12-17
> GH3625合金在使用温度达 2024-12-17
> GH3600(GH600)镍铬基高温 2024-12-17
> GH2132一种以Fe-Ni-Cr为基的 2024-12-17
> GH2901固溶硬化型变形高温 2024-12-17
下一篇:M2/M42淬火裂纹形成
返回

